By Kevin Perez
‘3D printing’ is commonly associated with maker culture, hobbyists and amateurs, accessible printing technologies, and low-cost materials such as ABS and PLA. While 3D printing technologies have been around since the 1980s, recent advances in machinery, materials, and software have made 3D printing accessible to a wider range of businesses and the general public, enabling more and more people to use tools previously limited to a few high-tech industries. Its fast, low fixed setup, and ability to manufacture complex geometries make 3D printing an eye-catching technology with much space for advancement. For these reasons, 3D printing has been used extensively in the engineering industry.
What is 3D printing? 3D printing refers to a variety of processes in which two dimensional layers of material are deposited and joined one upon the next to form three-dimensional objects. This process is also known as additive manufacturing and is a fundamentally different way of producing parts compared to traditional subtractive or formative manufacturing technologies.
How do 3D printers work? The 3D printing process always begins with a digital 3D model that is converted into an STL file. The model is then sliced by the 3D printer’s software into thin two-dimensional layers and turned into a set of instructions, known as g-code (or other variants of g-code custom to your 3D printer) for the printer to execute. From here, the way a 3D printer works varies by process. Depending on the size of the part and type of 3D printer, a 3D print usually takes about 4 to 18 hours to complete. However, 3D printed parts often require some post-processing to achieve the desired level of surface finish and modifications.
The Different Types of 3D Printing1
3D printers can be categorized into one of several types of processes:
- Vat Polymerization: liquid photopolymer is cured by light
- Material Extrusion: molten thermoplastic is deposited through a heated nozzle
- Powder Bed Fusion: powder particles are fused by a high-energy source
- Material Jetting: droplets of liquid photosensitive fusing agent are deposited on a powder bed and cured by light
- Binder Jetting: droplets of liquid binding agent are deposited on a bed of granulated materials, which are later sintered together
- Direct Energy Deposition: molten metal simultaneously deposited and fused
- Sheet Lamination: individual sheets of material are cut to shape and laminated together
Each varies in material selection, surface finish, geometry, durability, and manufacturing speed and cost. Below are several types of 3D printing2:
- Stereolithography (SLA) – Excels at producing parts with high levels of detail, smooth surface, finishes, and tight tolerances. Widely used in the medical industry and common applications include anatomical models and microfluidics.
- Selective Laser Sintering (SLS) – Melts together nylon-based powders into solid plastic. Durable, suitable for functional testing, and can support living hinges and snap-fits. However, it has rougher surface finishes.
- Fused Deposition Modeling (FDM) – Common desktop 3D printing technology for plastic parts. Functions by extruding a plastic filament layer-by-layer. This is a cost effective and quick method for producing physical models. However, this printer is very limited due to parts having rough surface finishes and lacking strength.
- Digital Light Process (DLP) – Cures liquid resin using light. Can image an entire layer of the build all at once, resulting in faster build speeds. Suitable for low-volume production runs of plastic parts.
- Multi Jet Fusion (MJF) – Builds functional parts from nylon powder. Use an inkjet array fusing agents to the bed of nylon powder which is fused by a heating element. Results in consistent mechanical properties, improved surface finish than SLS, accelerated built time, and lower production costs.
- PolyJet – Plastic 3D printing capable of fabricating parts with multiple properties such as colors and materials. Contains technology for prototyping elastomeric or overmolded parts.
- Direct Metal Laser Sintering (DMLS) – Metal 3D printer that is used to reduce metal, multi-part assemblies into a single component, lightweight parts with internal channels or hollowed features. Viable for prototyping and production. Metal components with complex geometries make it suitable for medical applications intended to mimic organic structure.
- Electron Beam Melting (EBM) – Metal 3D printing that uses an electron beam to melt metal powder. Printing bed is heated in vacuum conditions. Temperature of the material is heated according to the material in use.
While 3D printing has been mainly used across many disciplines, the development of novel approaches to solve perceived limitations in electrochemistry has begun to gain traction. While many conversions have been reported, organic electrosynthesis has largely been carried out in laboratories specializing in the technique with machinery that would be too costly for routine experiments. This is due to the absence of equipment and support designed specifically for convenient laboratory synthesis. Currently, glass cells (beaker cells, “pot” cells, and H-cells) predominate. Such cells are usually constructed from glass and easily put together. While easily accessible, these cells often give poor performance for synthesis with a very slow rate of conversion and, often, low selectivity and reproducibility. The main reason is the slow rate of chemical change leading to obtaining grams of product as well as selectivites below those that can be achieved. The slow rate of conversion is a consequence of the following: (a) the mass transfer regime (characterized by the mass transfer coefficient) and (b) the ratio of electrode area to electrolyte volume (A/V).
Continuous flow electrolysis cells can lead to greater performance. In organic electrosynthesis, flow cells with solution recycle can support selective synthesis and certainly allow the fast formation of products. The simplest cell is based on two electrode plates separated by a spacer/gasket fabricated from an elastomer polymer sheet with its center cut away to form the electrolyte flow chamber. The following is a flow cell design with the use of parallel flow that achieves compression, uniform flow regimes, and increased flow rate.
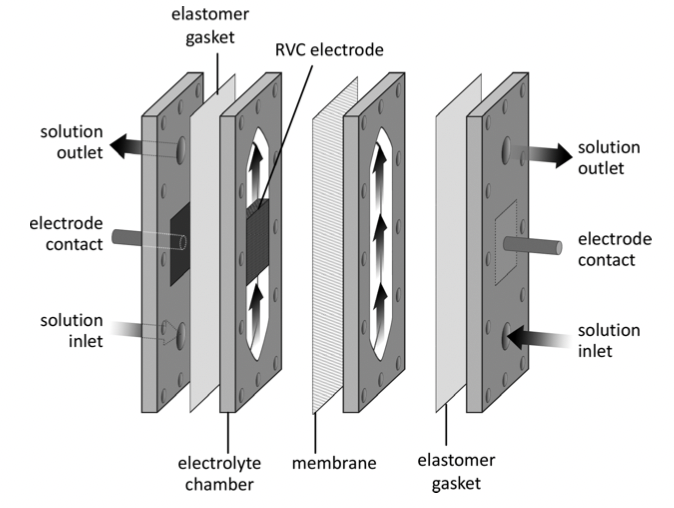
Figure 1. Cell design referenced by Derek Pletcher3
Such cells have been marketed by a number of companies. A commercial cell used in several academic studies is the FM01-LC electrolyzer marketed by ICI. This cell has electrodes with an active area 4 × 16 cm and it could be operated with or without a separator. In all configurations, it can be seen that the rate of conversion of reactant to product increases with flow rate.
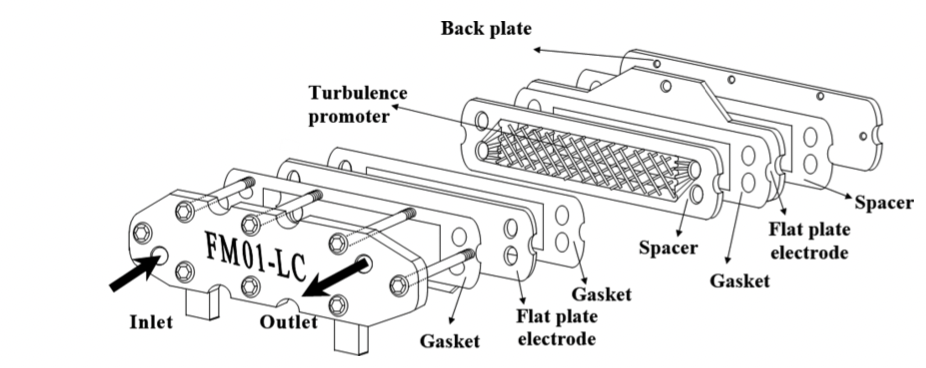
Figure 2. FM01-LC electrolyzer marketed by ICI4
Flow cells may be a promising solution to solve the production of sought after compounds, but where does 3D printing come into play? With the recent focus on microflow and flow technology for organic synthesis, several groups have sought to design and apply electrolysis cells that match the challenges of flow synthesis. In principle, using a parallel plate reactor, a high conversion in a single pass can always be achieved by slowing down the flow of reactant solution through the cell. Typically, good conversions, yields, and selectivity can be achieved, but this requires relatively low flow rates, limiting productivity to a few mg/hour. The slow flow rate limits cell productivity to a few mg/hour, but allows a reaction to be carried out towards full conversion. This full conversion of reactants is crucial to the purpose of obtaining a high conversion rate in a single pass of the reactant through the cell.
Recently, Syrris has developed a glass microreactor that results in ‘extremely fast and reproducible mixing, rapid heat transfer and minimized back pressure due to flow’. Although this is great news, this product can be expensive and only available to large companies. Thus, 3D printing can be a great alternative to creating a low-cost flow microreactor. Depending on the resources available, chemists may seek to use the printers discussed to create their own versions. In fact, an article named ‘Influence of design and material characteristics on 3D printed flow-cells for heat transfer-based analytical devices’ has already explored the use of 3D printers to create flow cells and study its promising potential. According to their research, ‘findings suggest the 3D printing approach and not the material properties are crucial in designing measurement cells.’ This novel approach combines 3D printing of the reactor using conventional plastic materials characterized by versatile geometry, modular design, and optimized performance. In theory, this approach would be user friendly as proposed flow cells could be easily modified according to set conditions and reprinted.
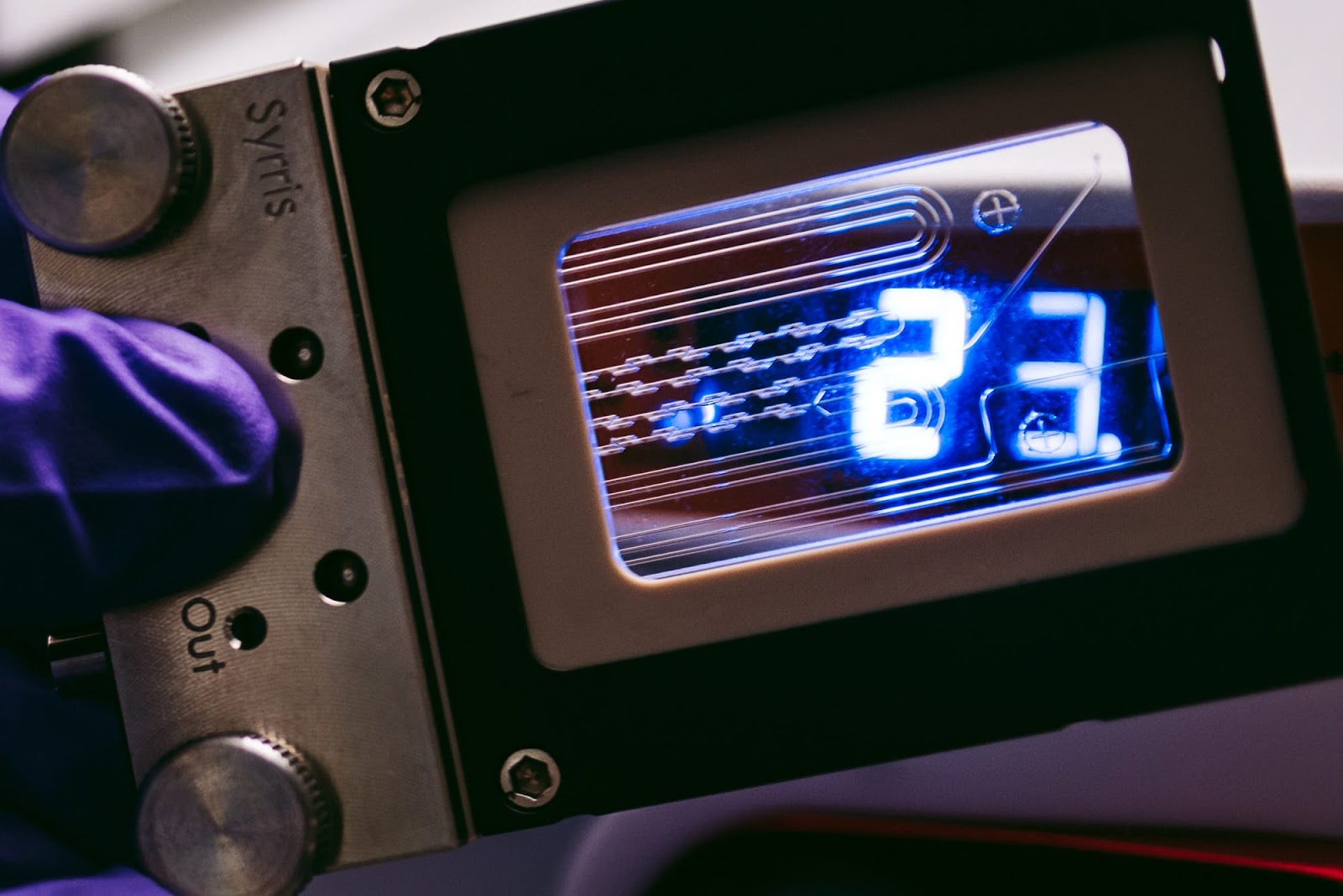
Figure 3. Syrris glass microreactor and flow channel5
For this reason, our center is currently exploring the use of 3D printers to create our own flow cell. Recently, we have drafted a couple designs to fit our needs. Each of the proposed cell designs have the intention to create reliable, user friendly, and easy exchangeable components. You can find our early designs below. With the increasing innovation of technology, flow cell design can soon become a routine procedure in laboratories to conduct research.
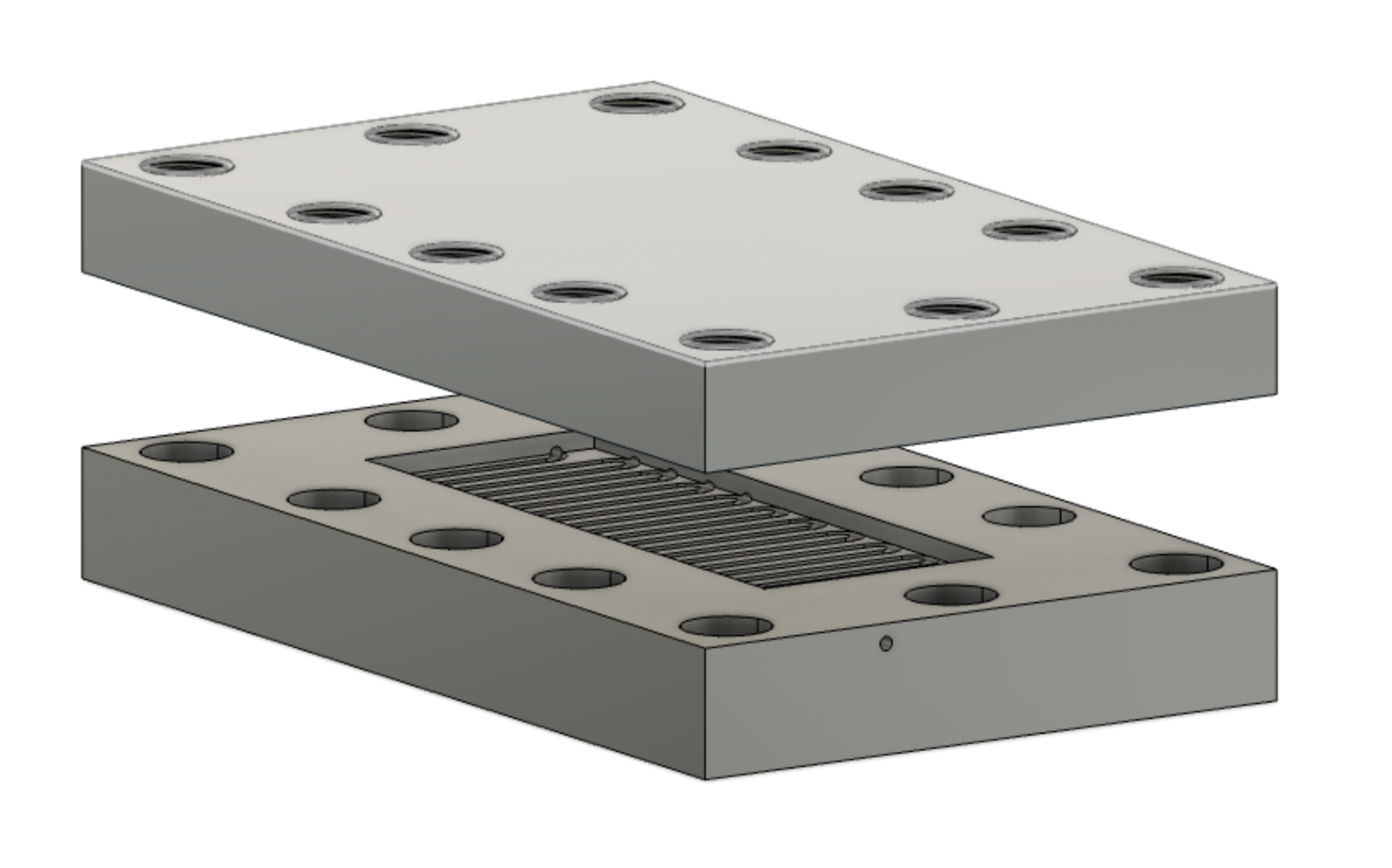
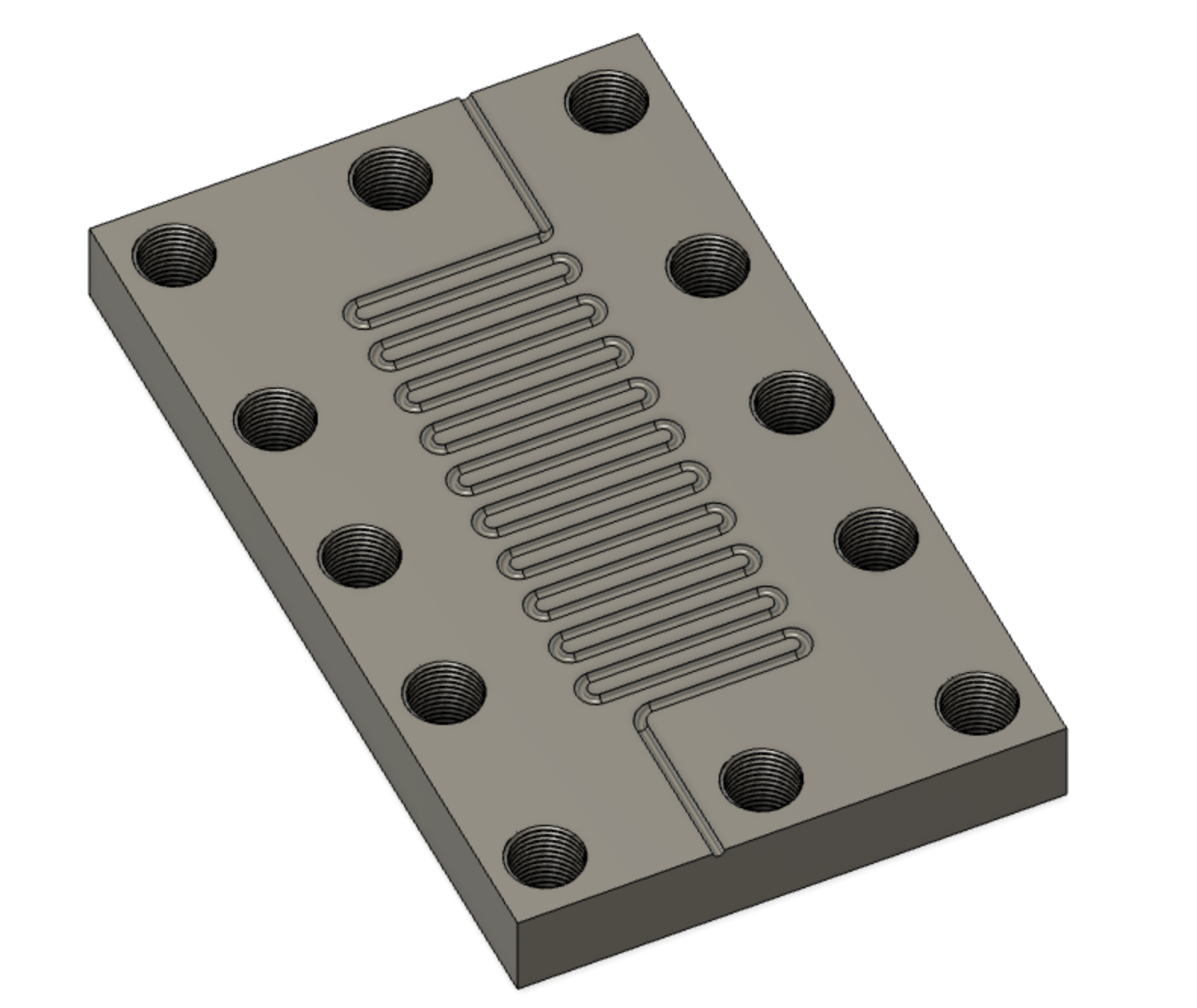
Figure 4. Early designs of flow cells that will be printed using FDM printer
References
- Derek Pletcher, Robert A. Green, and Richard C. D. Brown Chemical Reviews 2018 118 (9), 4573-4591 DOI: 10.1021/acs.chemrev.7b00360
- Figueiredo, L.F., Vieira, F.S., Jamieson, O.D. et al. Influence of design and material characteristics on 3D printed flow-cells for heat transfer-based analytical devices. Microchim Acta 189, 73 (2022). https://doi.org/10.1007/s00604-022-05163-2
- Formlabs. “3D Printing Guide: Types of 3D Printers, Materials, and Applications.” Formlabs. Accessed July 30, 2022. https://formlabs.com/3d-printers/.
- Hubs. “What Is 3D Printing? How Does 3D Printing Work? | Hubs.” Hubs. Accessed July 30, 2022. https://www.hubs.com/guides/3d-printing/#what-is-3d-printing.
- Syrris. “Syrris Asia Microreactors for Syrris Asia System.” Syrris. Accessed July 30, 2022. https://www.syrris.com/modules/asia-microreactors/.